Friction-grip diamond burs engineered for high-speed turbine handpieces. Precision-balanced shanks and uniformly deposited diamond coating deliver smooth, vibration-free cutting performance across all major restorative and tooth-preparation procedures.
Wagner Precision FG diamond burs are manufactured to meet the strict dimensional tolerances demanded by high-speed air turbine handpieces. Each bur shank is precision-ground to ISO FG specifications, ensuring reliable friction-grip engagement without play or wobble at turbine speeds exceeding 300,000 RPM.
Electro-deposited diamond coating is applied after final shank grinding, preserving the dimensional integrity of the shank while delivering uniform diamond density across the entire active cutting area. The result is a bur that runs true, cuts efficiently, and produces predictable surface quality from the first use.
FG (Friction Grip)
ISO FG standard; 1.6 mm diameter shank
200,000 – 350,000 RPM
Air turbine handpiece with water coolant required
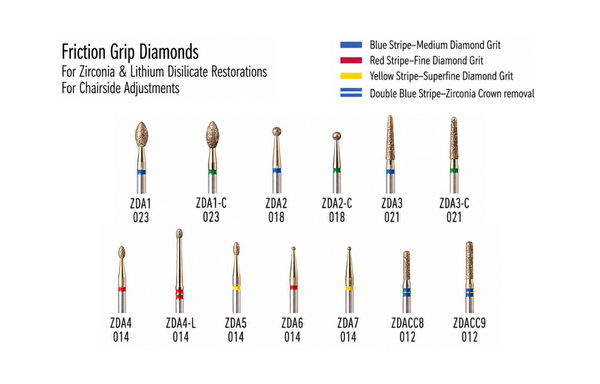
The full FG diamond shape library provides a geometry for every tooth preparation and restorative adjustment indication.
Crown preparation, shoulder margin, chamfer finish
Feather-edge and chamfer margins; veneer preparation
Subgingival margin access; interproximal embrasure
Flat reduction; axial wall parallelism; box preparation
Internal line angles; Class II box preparation; access cavity
Occlusal reduction; surface scoring before bulk removal
Precision point work; embrasure finishing; margin detail
Undercut removal; occlusal cavity outline forms
| Grit Level | ISO Band | Particle Size | Use Case |
|---|---|---|---|
| Super Coarse | Black | > 150 µm | Maximum gross reduction; bulk material removal from ceramic and hard tooth structure |
| Coarse | Green | 125 – 150 µm | Standard crown preparation cuts; initial contouring and margin definition |
| Medium | Blue | 88 – 125 µm | General-purpose cutting; refinement after coarse reduction; most clinical procedures |
| Fine | Red | 40 – 88 µm | Final margin refinement; surface smoothing; reduced scratch depth after preparation |
| Extra Fine | Yellow | 8 – 40 µm | Surface pre-polish; restorative adjustment finishing before polishing instrument use |
Always operate FG diamond burs with adequate water spray from the turbine handpiece. Coolant prevents thermal damage to pulp and surrounding tissue, and extends bur life by washing diamond-laden debris clear of the cutting surface.
Use short, overlapping cutting strokes with intermittent relief from the preparation surface. Sustained contact at high speed generates heat and can cause micro-fracture propagation in ceramic restorations.
Examine the bur head for diamond delamination, shank distortion, or tip damage after each procedure. Replace immediately if any defect is observed. Do not sterilize burs with visibly depleted diamond coating.