High-performance HP-shank diamond burs engineered for laboratory and clinical high-speed handpiece use. Electro-deposited diamond coating across a comprehensive shape library in all standard grits — built for long-lasting, consistent cutting performance.
Wagner Precision HP diamond burs are manufactured using an electro-deposition process that uniformly bonds diamond particles to a precision-turned steel shank and head geometry. The result is a bur with consistent grit density across the entire cutting surface — from the tip through the shoulder — delivering the same cutting performance at every point of contact.
The HP shank is designed for straight handpieces and high-torque laboratory motors, making these burs the standard choice for bench grinding, gross reduction, and laboratory finishing procedures across all major restorative materials.
HP (Straight Handpiece)
ISO HP shank; 2.35 mm diameter
10,000 – 35,000 RPM
Varies by grit and material; use with coolant where indicated
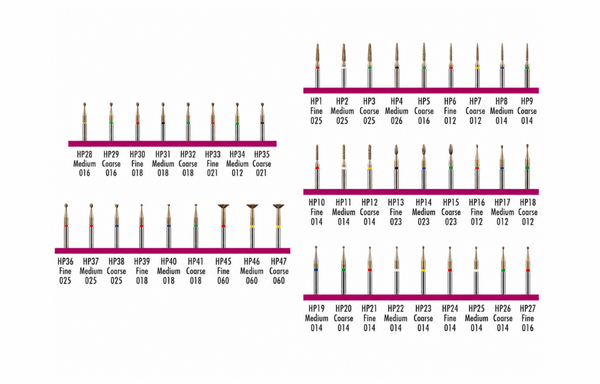
All HP diamond burs follow ISO grit color-coding conventions for universal identification in the laboratory and operatory.
| Grit Level | ISO Color Band | Particle Size | Primary Application |
|---|---|---|---|
| Super Coarse | Black | > 150 µm | Maximum material removal; gross reduction of hard ceramics and zirconia |
| Coarse | Green | 125 – 150 µm | General cutting and contouring; hard ceramics, sintered zirconia |
| Medium | Blue | 88 – 125 µm | Standard reduction; suitable for most materials and procedures |
| Fine | Red | 40 – 88 µm | Refined cutting and surface smoothing; reduced scratch depth |
| Extra Fine | Yellow | 8 – 40 µm | Pre-polish preparation; near-finished surface after fine cutting |
The full HP diamond shape library provides the correct geometry for every cutting, contouring, and finishing task in the laboratory workflow.
Interproximal access, margin finishing, taper cuts
Rounded-end taper for shoulder and chamfer preparation
Flat-end reduction; axial wall finishing and bulk removal
Occlusal reduction and broad surface contouring
Internal line angle definition; rounded cavity preparation
Occlusal cavity outline and internal contouring
General taper cuts with rounded end protection
Fine line work; embrasure access and precise margin definition